 24 : INFRASTRUCTURE-1
24 : INFRASTRUCTURE-1
ELEMENT ESSENTIEL DE LA TENUE DE ROUTE ET DE LA SECURITE, COMMENT LE
PROBLEME DE LA RIGIDITE DE L’INFRASCTRUCTURE A ETE RESOLU.
La forme tubulaire offrant, à surface égale le maximum d’encombrement, le tube étiré du commerce a été choisi comme élément de base, son prix étant par ailleurs intéressant.
Des gammes de tubes ont tout d’abord été sélectionnées répondant aux efforts prévus sur chacun des côtés de l’infrastructure projetée.
ASSURANCE D’UN CADRE TUBULAIRE INDEFORMABLE
De nombreux prototypes ont été construits et ont abouti à l’utilisation définitive des dimensions suivantes : 89 x 2,5 pour les tubes longerons et le tube transverse AR et 130 x 2,5 pour le tube-traverse AV.
Un cadre a été ainsi obtenu dont la résistance était déjà considérable.
DES ESSAIS STATIQUES SONT VENUS VERIFIER LES CALCULS
Essais statiques tout d’abord pour vérifier l’exactitude des calculs.
Dans un véhicule rapide, les forces vives étant considérablement augmentées par la vitesse, la tenue de route s’impose davantage encore, d’où la nécessité impérative d’un ensemble rigide, particulièrement en torsion.
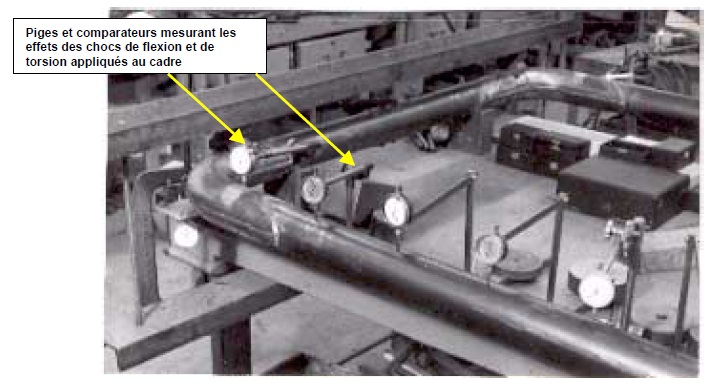
Le cadre a donc été soumis à de rudes épreuves sur le marbre où il a été fixé.
L’élément à étudier étant solidement bridé, des piges et des comparateurs convenablement disposés sur lui, permettent de mesurer très exactement l’effet de charges progressives appliquées à l’extrémité d’un levier.
On a pu ainsi obtenir une sorte de film au ralenti des efforts et de leurs conséquences, ce qui a singulièrement facilité l’observation.

Avant les essais sur route dont l’observation est difficile, longue et incomplète, il fallait passer au stade des essais dynamiques.
Trois appareils ont été utilisés, reproduisant en les amplifiant et en les combinant, les efforts multiples et variés que la route impose aux voitures.
L’étude a commencé par des efforts les plus brutaux, ceux qui provoquent par exemple les cassis et dos d’âne.
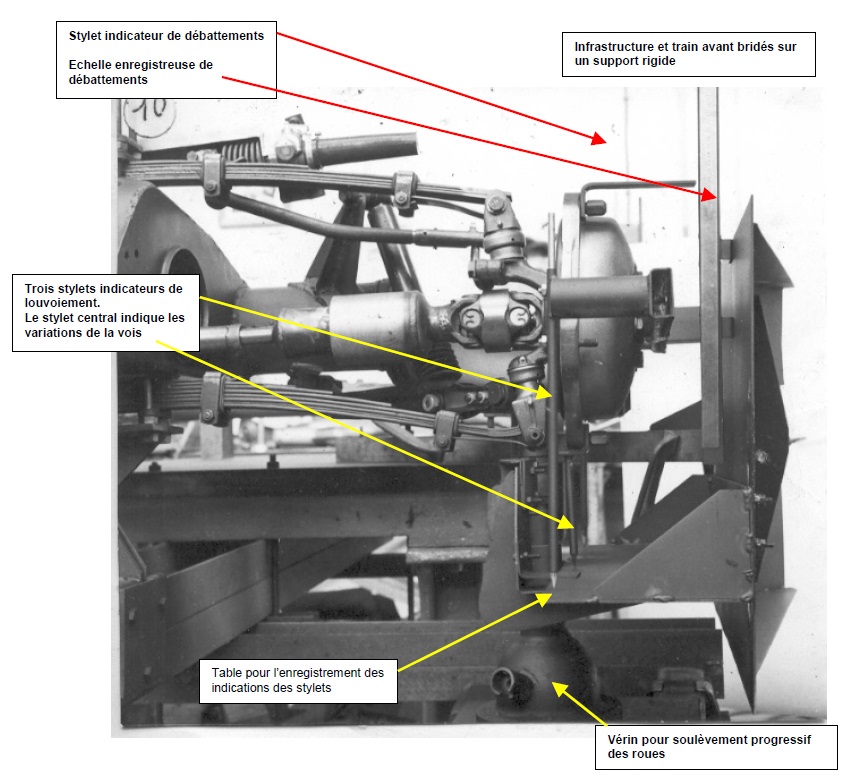
Le cadre, attelé aux trains mécaniques avant et arrière, était lesté d’un poids déterminé sous forme de sacs de sable pour obtenir une meilleure répartition des charges.
Une masse, suspendue dans un pylône, tombait en chute libre sur un levier introduit successivement sous chacun des 4 pneus gonflés normalement. Des appareils placés méthodiquement en de nombreux points du cadre, soigneusement repérés, enregistraient les effets de ces chocs en torsion et en flexion.



Un autre dispositif à double effet, soumettait les différents éléments des assemblages à des vibrations d’amplitude variée.
Aux épreuves de chocs ont succédé de longues séries d’essais correspondant, en intensité et en durée, à un kilométrage considérable sur les plus mauvaises routes et pistes.
Ils ont été effectués au moyen d’un banc d’essai à 4 galets de roulement amovibles entraînant les roues.
Une gamme étendue de galets, aux profils très variés, permettait de transmettre à volonté et très fidèlement au cadre toute la variété d’efforts dus à l’état des routes.
La vitesse des galets étant réglable, on a pu observer commodément le comportement de tous les organes, à des allures et avec des charges très supérieures à la normale.
C’est ainsi que le carrossage, si important pour la tenue de route a été tout particulièrement vérifié.
Le banc d’essai comportait un bras articulé animé d’un brusque mouvement de va et vient reproduisant les efforts latéraux auxquels sont soumis sur la route, le cadre et la mécanique, notamment dans les virages.
Aux essais de cadre seul ont succédé les essais au banc de l’infrastructure complète.
L’exécution minutieuse du programme d’ensemble ayant permis toutes les vérifications, rectifications et mises au point, il ne restait plus alors qu’à demander à la route réelle cette fois sous les routes de la voiture, de confirmer par un nouveau et très important kilométrage, les heureuses conclusions de l’étude.

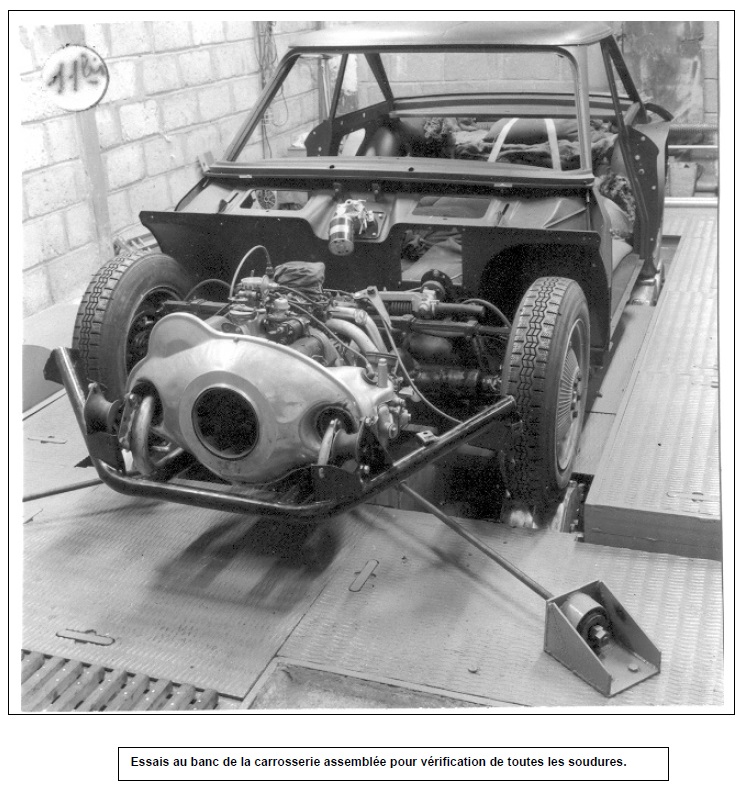
On a également soumis aux épreuves du banc :
La carrosserie montée composée de toutes les parties fixes, ceci pour éprouver la bonne tenue des soudures.
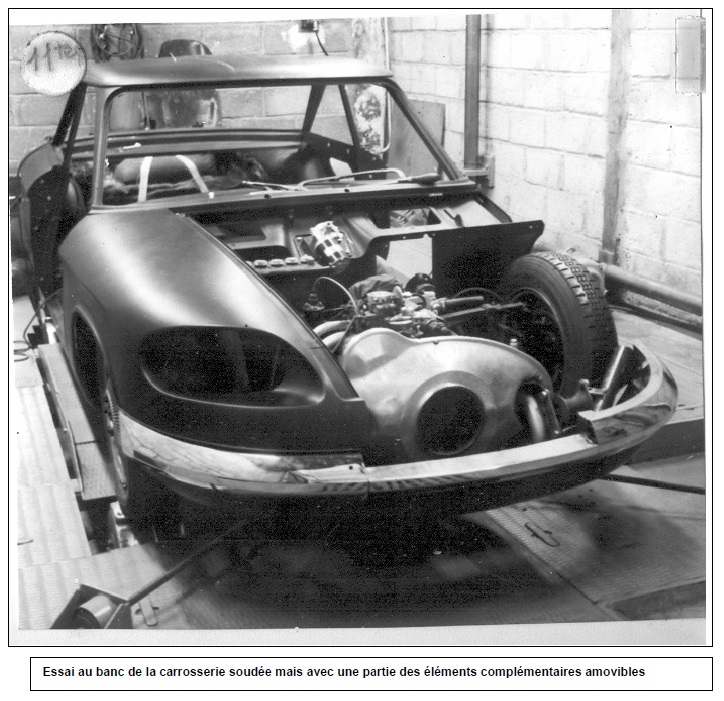
La carrosserie soudée, avec une partie des éléments amovibles montés.
La carrosserie avec tous les éléments amovibles.
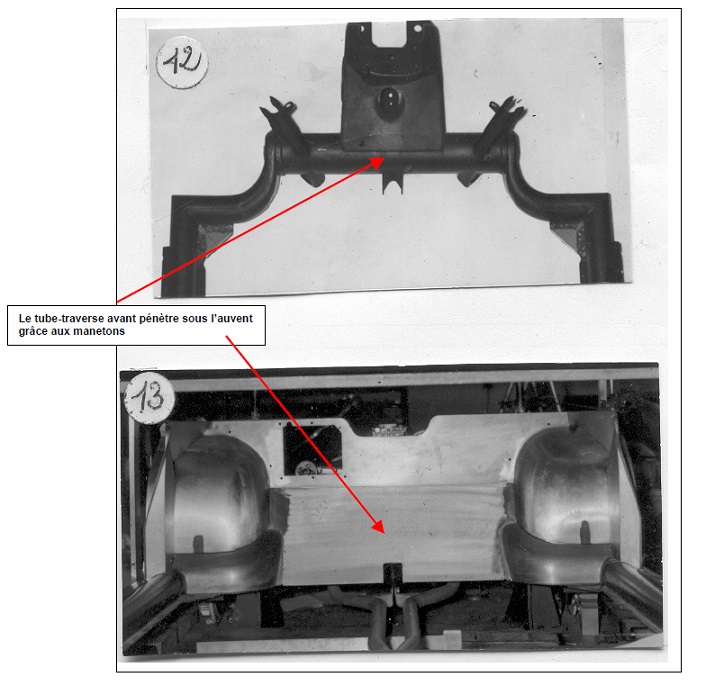
POURQUOI LA FORME RECTANGULAIRE INITIALE DE L’INFRASTRUCTURE A-T-ELLE ETE MODIFIEE PAR UNE IMPORTANTE SAILLIE DU TUBE TRANSVERSE AVANT ?
L’empattement ayant été fixé de façon impérative à 2m30, on a augmenté le confort des occupants en faisant pénétrer le tube-traverse avant aussi loin que possible sous l’auvent, entre les passages de roues, tout en conservant l’accessibilité normale aux pédales.
Celle d’accélérateur ne dépasse pas l’axe longitudinal de la voiture, position qui lui permet d’être inversée dans la voiture comportant une direction à droite destinée à certains pays.
Chacun des longerons se termine par un maneton formé de deux demi coquilles soudées (photos 14-15-16)

Cette pièce de haute résistance est soudée à l’extrémité du longeron tubulaire, mais de façon particulière.
Elle est renforcée intérieurement par un épais diaphragme elliptique empêchant toute déformation de la section tubulaire (photo 17).
POUR QUELLE RAISON LE TUBETRANSVERSE AVANT N’EST-IL PAS SOLIDAIRE DU CADRE UBULAIRE MAIS DU TRAIN AVANT AUQUEL IL EST SOUDE ?
La technique conçue et brevetée par PANHARD en 1945 ayant fait école par ses nombreux avantages, elle a été non seulement appliquée mais perfectionnée dans cette voiture.
Elle se résume ainsi :
– La caisse et son infrastructure forment un ensemble indépendant de la mécanique et de ses servitudes. Cet ensemble peut ainsi être construit séparément dans des ateliers spécialisés.
– Il en est de même pour les deux trains mécanique qui peuvent être montés sur des chaînes distinctes en partant de sous-ensembles.
Cette indépendance, tout en facilitant la fabrication et en réduisant la longueur de la chaîne finale, permet aux contrôles de s’exercer librement et avec plus de rigueur.
– Les trains mécaniques ne viennent occuper leur place dans la chaîne qu’au dernier stade, lorsque la carrosserie, entièrement peinte, est prête pour l’habillage.
– L’assemblage de la carrosserie et de la mécanique s’opère en un temps extrêmement court.
– Les deux trains ayant été contrôlés avant leur arrivée en chaîne, rien ne vient par la suite troubler la bonne marche de cette dernière.
Cette technique présente, au surplus, d’autres avantages de construction et d’utilisation :
1 – L’indépendance de la carrosserie par rapport à la mécanique, a permis de réaliser de sensibles progrès dans le confort, notamment en ce qui concerne l’insonorisation.
2 – La réparation est également facilitée par ce système d’attelage.
EN QUOI CONSISTE LE PERFECTIONNEMENT APPORTE A CE SYSTEME D’ATTELAGE ?
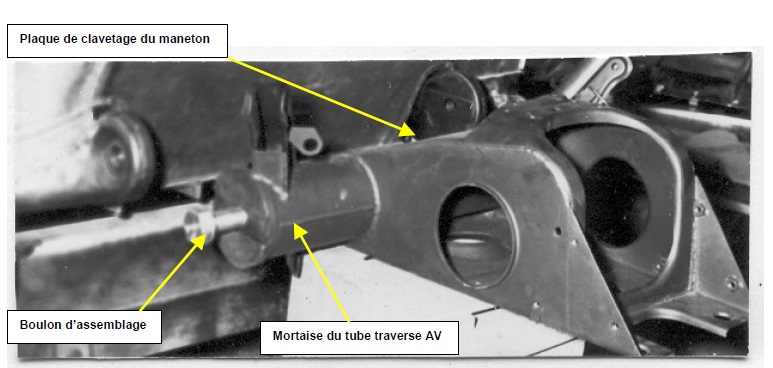
Sur la face interne de chaque maneton est soudée une plaque de clavetage rectangulaire convenablement orientée (photo 19).
Le tube traverse avant comporte à chacune de ses extrémités une flasque soudée, dotée d’une mortaise (photos 20 et 21) dont l’évidement correspond exactement aux dimensions et à l’orientation de la plaque de clavetage.

ATTELAGE DU TRAIN MECANIQUE A LA CARROSSERIE
L’attelage du train mécanique avant à la carrosserie, sur la chaîne de fabrication, doit s’exécuter automatiquement avec précision et rapidité.
Cet attelage, rappelons le, consiste à faire pénétrer horizontalement les deux plaques de clavetage des manetons de l’infrastructure, dans les mortaises terminales de la traverse avant solidaire du train, et de bloquer le tout par une vis de gros diamètre à chaque extrémité.
Un ingénieux chariot, conçu pour réaliser cette opération avec toutes les garanties désirables a été soigneusement mis au point avant le lancement de la fabrication.
Ce chariot, porteur de cames et de guides à éclipse, vient au stade précis de l’attelage, se placer sur des rails disposés dans l’axe longitudinal de la chaîne.
Le train, amené par une chaîne transversale, est descendu sur le chariot et placé dans une position prédéterminée, face à l’avant de la carrosserie, elle-même descendue de la chaîne et centrée par les guides du même chariot.
Train et carrosserie sont ainsi placés en position d’attelage, clavettes et mortaises se faisant vis à vis.
Le cames de guidage ayant ainsi joué leur rôle, s’éclipsent et le chariot, terminant sa course, fait pénétrer les clavettes dans les mortaises correspondantes. Il ne reste plus qu’à bloquer le tout par une vis d’assemblage à chaque extrémité du maneton, le serrage étant effectué et contrôlé à la clé dynamométrique.
4 opérations principales :
1. Présentation du train en face de la carrosserie.
2. Centrage pour permettre l’emmanchement des clavettes dans les mortaises.
3. Emmanchement 4. Blocage de l’ensemble.
On conçoit que le simple rapprochement des pièces sur la chaîne, opère instantanément leur assemblage. Un boulon de forte section et freiné assure le serrage.
LES AVANTAGES DE CET INGENIEUX DISPOSITIF
Ils sont multiples :
Simplicité et robustesse.
Repérage automatique et précis de la valeur de l’angle de chasse, si important.
Risques de déréglage supprimés.
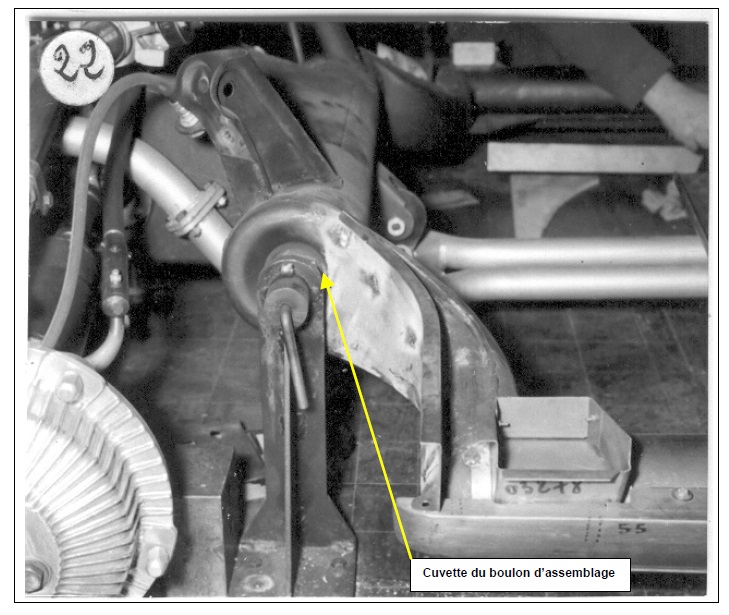
Gain de place, aucun organe de liaison ne faisant saillis, pas même la tête du boulon d’assemblage qui ne dépasse pas le niveau de la cuvette ménagée dans le maneton pour le loger.
Le rôle de cette cuvette est d’assurer la parfaite adhérence des trois surfaces en présence : flasque du tube-traverse et faces du maneton, réunies et bloquées par un boulon d’assemblage de très forte section.
Au sujet de blocage, il convient de remarquer ceci : les deux faces intérieures du maneton étant séparées par un jeu de quelques millimètres, le boulon en les rapprochant de force, rattrape ce jeu et se trouve ainsi automatiquement freiné, ce qui supprime tut risque de desserrage. Au surplus un contrôle de serrage automatique, est prévu au montage.
A SUIVRE dans un prochain article technique sur la 24…
Charly RAMPAL (informations et photos du bureau d’Etudes Panhard)
Rappel : pour agrandir les photos, cliquez dessus, pour revenir au texte, cliquez sur la flèche du retour en haut et à gauche.